























































För märken där sömfel inte är ett acceptabelt resultat, är skillnaden mellan dessa två situationer värd att förstå i detalj.
27,12 MHz-standarden: Varför RF-svetsning värmer annorlunda
Kärnskillnaden mellan RF-svetsning och konventionell termisk bindning är inte bara effektivitet – det är riktningen som värmen går genom materialet.
Konventionella metoder (varma stänger, uppvärmda plattor, värmepistoler) applicerar energi på materialytan och förlitar sig på ledning för att bringa insidan till limningstemperatur. För tunna filmer fungerar detta bra. För de tjocka, täta TPU-laminattygerna som används i förstklassig vattentät utrustning skapar det ett praktiskt problem: att få det inre gränssnittet till smälttemperatur kräver tillräckligt med uppehållstid för att först riskera att det yttre lagret bränns eller deformeras. Fönstret mellan "inte tillräckligt" och "för mycket" smalnar av när materialtjockleken ökar.
RF-svetsning kringgår detta genom att generera värme inifrån materialet istället för att leda det inåt. Professionell RF-svetsutrustning arbetar vid 27,12 MHz – det avsedda ISM (industriellt, vetenskapligt och medicinskt) radiofrekvensband som tilldelats för denna klass av industriell utrustning. Vid denna frekvens orsakar det alternerande elektromagnetiska fältet polära molekyler i TPU:n att försöka justera om med varje oscillation: ungefär 27 miljoner gånger per sekund. Den molekylära friktionen som detta producerar genererar värme jämnt i hela svetszonen, vid gränsytan där smältning måste ske, utan att förlita sig på värmeledning från yta till inre.
Under samtidigt applicerat pneumatiskt tryck når materialet vid sammanfogningsgränsytan smälttemperatur och skikten smälter samman på molekylnivå. När fältet väl har tagits bort och materialet svalnar under ihållande tryck, existerar den ursprungliga gränsen mellan de två panelerna inte längre strukturellt – svetszonen har blivit ett enda sammanhängande stycke material. Vid destruktiv dragprovning håller denna zon vanligtvis förbi brottpunkten för det omgivande bastyget. Det resultatet är det praktiska riktmärket för en korrekt utförd RF-svets.
Svetsning 840D High-Tenacity TPU: En smalare marginal för fel
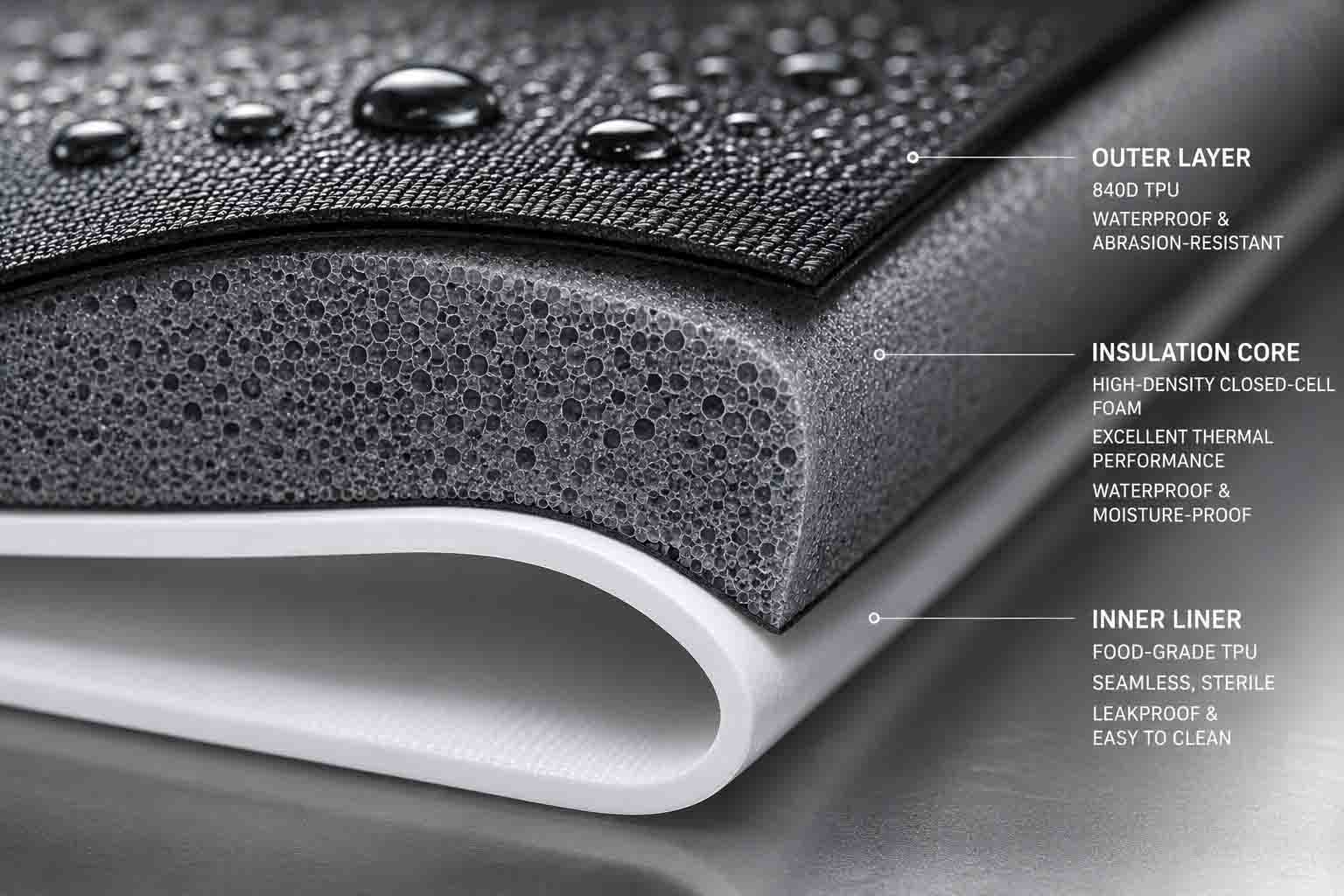
RF-svetsning fungerar över en rad kompatibla termoplaster—PVC, PET, EVA, olika PU-belagda tyger. För tunga utomhusapplikationer som kräver långvarig nötningsbeständighet och strukturell integritet under belastning, är 840-denier höghållfast TPU riktmärket. Det är också den som ställer störst krav på processkalibrering.
Högre denier betyder mer materialmassa vid svetszonen, vilket kräver mer elektromagnetisk energi för att uppnå smälttemperatur. Svårigheten är att detta inte bara betyder att man skruvar upp strömmen. Driftsfönstret – intervallet mellan otillräcklig energi (ofullständig sammansmältning, läckagebenägen svets) och överdriven energi (material som bränner, komprometterad vattentät barriär) – minskar när tygets vikt ökar. En effektinställning som fungerar rent på 420D TPU kan ge kalla fläckar på 840D vid samma cykeltid, medan en inställning som är kalibrerad för 840D kan bränna tunnare material i samma produkt.
Att hantera detta kräver materialspecifik kalibrering. När 840D TPU kommer in i en produktionslinje – oavsett om det är en ny produktintroduktion eller en ny sats av material från samma leverantör – måste RF-effekt, presstryck och cykeltiming valideras mot det specifika materialet: dess denier, TPU-beläggningsvikt och formulering. Dessa parametrar hör hemma i en dokumenterad SOP, verifierad i början av varje produktionskörning. En anläggning som tillämpar enhetliga inställningar över alla tygvikter gör inte detta arbete, oavsett hur kapaciteten beskrivs.
Tre processvariabler som bestämmer produktionskonsistens
En prototyp som klarar trycktestningen fastställer att rätt svets är möjlig. Konsekvent produktion kräver att man kontrollerar de variabler som avgör om den är repeterbar över volymen.
Die Tooling Precision
Svetsformen - den formade elektroden som kommer i kontakt med materialet och definierar svetsgeometrin - är bearbetad av mässing eller aluminium till de dimensioner som krävs av det specifika sömmönstret. Dimensionell noggrannhet i detta verktyg är inte ett sekundärt problem. En ojämn formyta ger ojämn tryckfördelning över svetszonen, vilket ger ojämn intern uppvärmning: kalla punkter där materialet inte nådde full smälttemperatur och varma punkter där det överhettades. Kalla fläckar blir startpunkter för läckage. Hot spots blir områden med materialförtunning som äventyrar sömmens integritet på lång sikt.
Formslitage har samma effekt över produktionsvolymen. Kontaktytor som låg inom tolerans vid starten av en produktionskampanj glider gradvis ur toleransen. Ansvarsfulla RF-svetsoperationer spårar formens tillstånd och byter ut eller omkalibrerar verktyg innan slitage påverkar svetskvaliteten – inte efter att QC-testningen börjar visa förhöjda felfrekvenser.
Tryckapplikation: Två faser, två olika funktioner
Pneumatiskt tryck vid RF-svetsning har distinkta funktioner under den aktiva svetsfasen och kylfasen som följer, och båda har betydelse.
Under den aktiva RF-fasen säkerställer tryck intim kontakt mellan materialskikten vid svetsgränssnittet, vilket möjliggör molekylär sammanblandning när TPU når smälttemperatur. Under avkylningsfasen efter att RF-energi har avlägsnats, håller trycket den smälta zonen på plats medan polymerkedjorna stelnar. Genom att släppa trycket innan svetszonen har svalnat tillräckligt tillåter det fortfarande mjuka materialet att deformeras - vilket ger en svagare bindning och dimensionella inkonsekvenser vid svetszonens kanter som blir spänningskoncentrationspunkter vid användning.
För tidig tryckavlastning är bland de vanligaste processgenvägarna inom högvolyms RF-svetsning, där cykeltidstrycket skapar operativa incitament att snabbt gå vidare till nästa del. De resulterande svetsarna klarar ofta visuell inspektion och första lågtryckstestning, och visar sedan förhöjda felfrekvenser under ihållande belastning och upprepad flexcykling i fält.
Cykeltiming
En komplett RF-svetscykel går i tre faser: förpressning (tryck applicerat före RF-aktivering, vilket gör att materialet kan sitta korrekt i formen), aktiv svets (RF-energi på, molekylär uppvärmning och smältning sker) och kylning under tryck (RF av, svetszon stelnar). Varje fas har en optimal varaktighet specifik för materialtjocklek, beläggningsvikt och formgeometri som används.
Dessa tidpunkter överförs inte mellan material. En cykel utvecklad för en specifik TPU-specifikation kommer att undersvetsa tyngre tyg och riskera att översvetsa lättare material som används på andra ställen i samma produkt. När materialspecifikationer ändras mellan produktionskörningar – olika denier, olika beläggningsvikter, olika leverantörspartier – kräver cykelparametrar omvalidering, inte antagande om kontinuitet.
1,0 bar hydrostatisk trycktestning: vad det faktiskt bekräftar
Visuell söminspektion identifierar defekter på ytnivå: synliga brännmärken, uppenbara luckor i svetstäckningen, grov dimensionsförvrängning. Den identifierar inte undersmälta inre zoner, mikrohålrum vid svetsgränssnittet eller kalla punkter som håller i omgivningsförhållanden men öppnas under belastning. För vattentäta produkter med något tryckklassningskrav är visuell inspektion ett golv, inte ett tak.
Det hydrostatiska trycktestet på 1,0 bar är valideringsstandarden för seriösa RF-svetsade utomhusprodukter. En bar motsvarar det hydrostatiska trycket för en 10-meters vattenpelare – betydligt bortom de nedsänkningsförhållanden som de flesta utomhusprodukter kommer att stöta på vid fältanvändning, vilket är precis det som gör det till ett meningsfullt produktionskvalificeringstest.

Proceduren: färdiga produkter blåses upp till 1,0 bar inre tryck och sänks antingen ned i vatten eller hålls under tryck under en definierad period. Passvillkoret är noll mikrobubblor från någon söm, svetszon eller stängningspunkt. En enda bubbla indikerar en läckageväg som släpper in vatten under fältanvändning oavsett skala. Det finns inget godtagbart delgodkänt på denna testnivå.
Det testet bekräftar går utöver huruvida en specifik enhet håller tryck i testögonblicket. En produkt som passerar 1,0 bar har bekräftat full molekylär sammansmältning över varje svetszon, korrekt formkontakt över hela sömmens geometri och tillräcklig kylning före tryckavlastning. Konsekventa passergrader över en produktionskörning är bevis på processkontroll – inte individuell enhetsvariation som råkade vara trendpositiv.
Testfrekvensen är lika viktig som testets svårighetsgrad. Testning per enhet på kritiska sömprodukter ger fullständig produktionstäckning och fångar upp individuella fel innan de skickas. Batchsampling ger statistiskt tillförlitlighet till lägre kostnad men tillåter individuella misslyckanden. Det lämpliga protokollet beror på nedströmskostnaden för ett fältfel med en enhet – för produkter där en läcka genererar ett garantianspråk och potentiell varumärkesexponering, är testning per enhet den rationella positionen.
Utvärdering av RF-svetsförmåga: Frågorna som särskiljer processmognad
Förebyggande av läckage i RF-svetsade vattentäta produkter är ett tekniskt resultat, inte ett tillverkningspåstående. Processvariablerna är kända, kontrollmetoderna är etablerade och testprotokollet som validerar resultatet är väldefinierat. En tillverkare med genuin kapacitet inom detta område kommer att beskriva sin verksamhet i dessa specifika termer.
Frågorna som är värda att ställa under leverantörsutvärderingen är konkreta:
Hur dokumenteras RF-effektinställningar och cykeltider per materialspecifikation, och vad utlöser omvalidering när materialbatcher ändras?
Hur övervakas formens tillstånd och vid vilken tröskel byts verktyg ut?
Utförs hydrostatisk testning per enhet eller genom satsvis provtagning, och vid vilket tryck?
Kan de tillhandahålla testdata från de senaste produktionskörningarna av jämförbara produkter?
Det är inga svåra frågor för en anläggning som faktiskt kontrollerar dessa variabler. Det är mycket svåra frågor för en anläggning som driver RF-svetsutrustning utan processdisciplinen bakom. Svaren berättar vilken situation du befinner dig i.